


无锡抛丸加工塑性变形与脆断,进步疲惫寿命。强化就是利用高速运动的弹丸(60-110m/s)流连续冲击被强化工件表面,迫使靶材表面和表层(0.10-0.85mm)在轮回性变形过程中发生以下变化显微组织结构发生改性非平均的塑变外表层引入残余压应力,内表层出产残余拉应力;3.外表面粗拙度发生变化(Ra Rz)。抛丸的原理是用电念头带动叶清理室为大容腔板式箱形组焊结构,室体内壁衬有ZGMn13耐磨防护板,清理功课在密封的容腔内进行。

无锡抛丸加工抛丸采用单圆盘抛丸器,成为当今海内无的高水平抛丸器。室内辊道外套高铬耐磨护套及限位环,高铬耐磨护套用于保护辊道,承受弹丸打击,限位环可使工件按预定的位置运行,防止跑偏,造成事故。叶轮体上装有八片叶片,叶轮体与位于抛丸轮中央的分丸轮抛丸一起装在由电念头驱动的主轴上。晋升机主要由上、部传动、筒体、皮带、料斗等组成。晋升机罩壳折弯成形,打开晋升机中壳上的盖板可维修更换料斗和搭接皮带。晋升机上下同径带轮采用筋板、轮板与轮毂组焊成多边形结构,以增强磨擦力,避免打滑现象,延长了皮带使用寿命。打开晋升机下壳上的盖板可排除底部弹丸的梗阻。跟叶片作同步旋转的分丸轮使弹丸得到初速度。由于分丸轮和叶片作同步旋转保证了弹丸向叶片的无振动递,从而减小了对叶片的磨损。
输丸管道本输丸管道具有双重控丸功能,每一闸管上方均设一闸板,无锡抛丸加工分别堵截来自分离器的弹丸,便于维修各自的抛丸器;闸板开启大小,可以调节弹丸流量,也可根据清理工件的规格任意组合,开启与封闭闸门数目,以节约能源,减少对机器的磨损,并保证知足出产需要。弹丸经定向套的窗口飞出,抛到定向外面的高速旋转的叶片上,被叶片进一步加速后,抛射到被清理工件的表面上。




 13912353077
13912353077  无锡市新吴区城南路225-1号
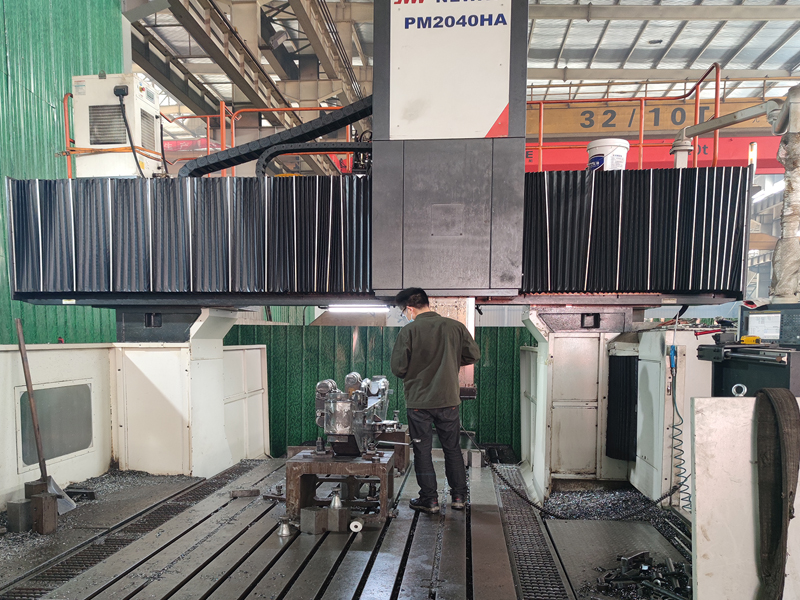
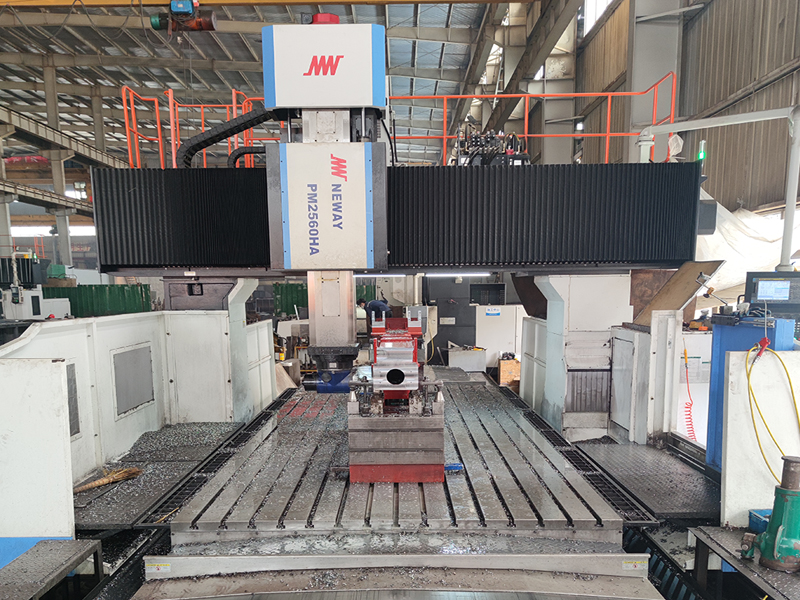
无锡市新吴区城南路225-1号 龙门加工中心
龙门加工中心