


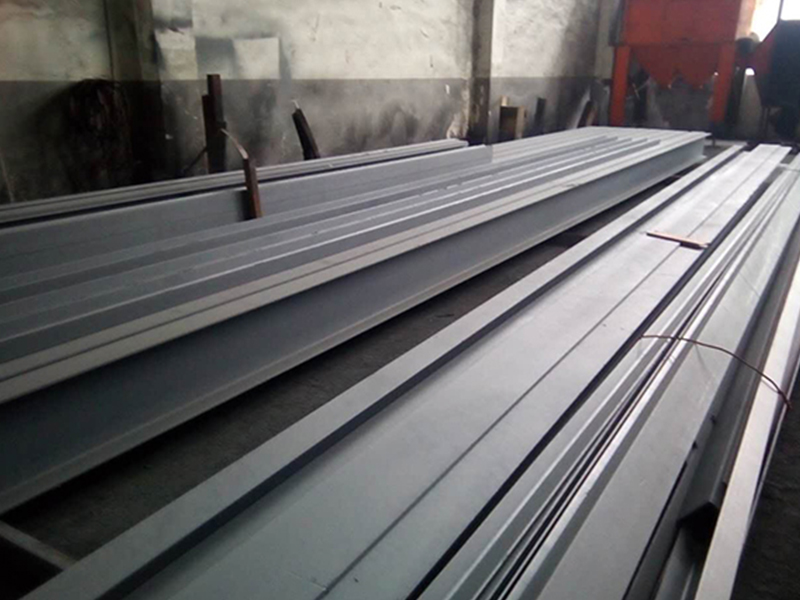
无锡钢板抛丸处理加工在这种工艺中,油漆根据涂覆出产线速度、工件宽度及所需涂层厚度自动匹配。涂覆出产线的喷漆技术喷漆技术采用无空气喷涂,合用于溶剂稀释漆或水稀释漆。
涂覆出产线技术数据1.设备可用于的尺度通过宽度1600 2700 3300通过宽度可达5300通过高度可达450mm(合用于宽装法兰的梁IBP 1000)通过速度到6米/分钟产品:钢板;型材(I / T / U / L 等);管材;抛丸后表面等级:Sa 2, Sa 2.5, Sa 3防腐涂层/底漆:溶剂稀释;水稀释;可焊接涂覆出产线供货范围:横向输送(上料和下料侧)上料和下料辊道吹扫室,预清理预加热,烘干器(气或油加热)抛丸单元自动喷漆单元链条输送器快速烘干器打标装置空气净化选项:自动喷漆单元的灭火装置 ;快速燃烧器;用于钢板的打标装置(数字)
无锡钢板抛丸处理钢板校直电气控制系统因钢板预处理线的工作过程比较复杂,基本上没办法手动操纵,因此全自动控制是钢板预处理线的必要前提;一般采用PLC可编程控制器,基本上是要实现设备自动开启到预备工作状态,上料后设备会自动采集数据,然后精确判定抛丸开关时间,控制喷漆宽度等;在设备有故障时能采用声或光报警,直至设备自动关停;此外高端设备上可能用到触摸屏、计算机监控等系统;电控系统是钢板预处理线中很重要的组成部门,比较好的电控系统能大程度得进步设备出产率,延长设备使用寿命,节省电、漆、热量及人工的消耗。抛丸器的开启数目由被清理工件的宽度控制。
在机械除锈领域,辊道通过式抛丸清理机的价值得到了众多认可:设备具有可靠、经济、环保,并能确保钢板、型材的抛丸后表面质量等级。涂覆出产线设备可以带有4、6或8个抛丸器。采用适当的措施使抛丸后的工件表面无灰尘和残留抛料。直接驱动的抛丸器,抛丸量达500公斤/分钟,工作速度到6米/分钟。对各表面的光学配准明显减少了因为过喷造成的油漆铺张。采用特富龙内衬和薄膜层使工作室内的清理工作小化并且易于进行。涂层厚度可达12微米或更高。




 13912353077
13912353077  无锡市新吴区城南路225-1号
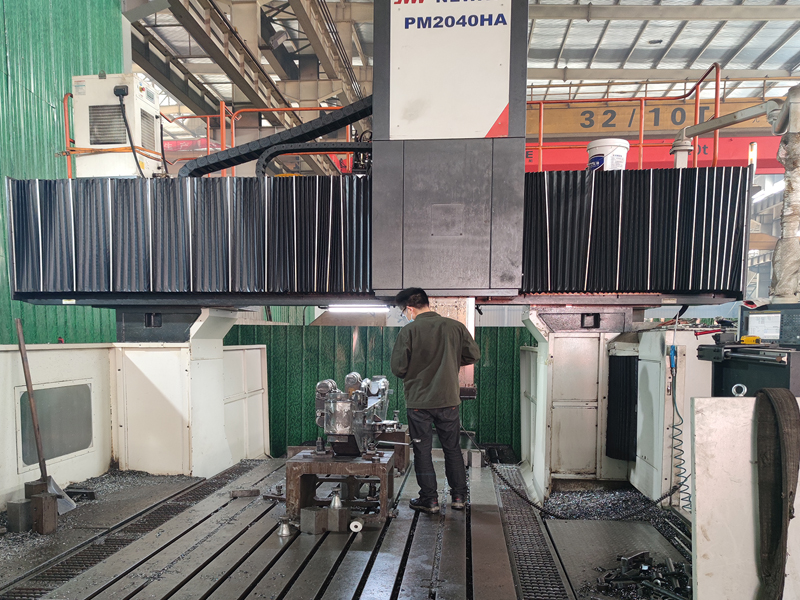
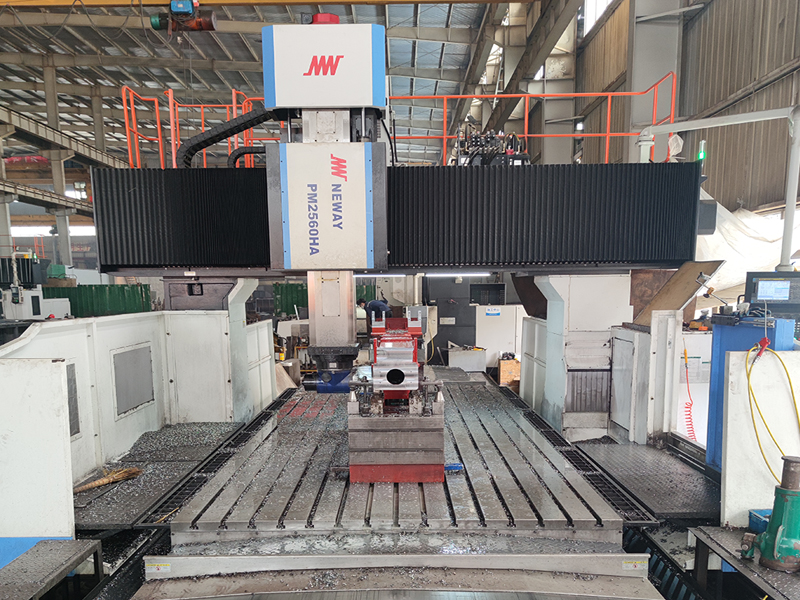
无锡市新吴区城南路225-1号 龙门加工中心
龙门加工中心